
Kot pri vsaki tehnologiji, je potrebno tudi pri konstruiranju za 3D tehnologijo HP MJF upoštevati navodila in priporočila. Tako se izognemo napakam ter si prihranimo čas in dodatno delo. Zahvaljujoč tehnologiji 3D tiskanja HP Multi Jet Fusion lahko načrtujemo in proizvajamo tudi izdelke s komponentami, ki jih na tradicionalne proizvodne načine ni mogoče narediti.
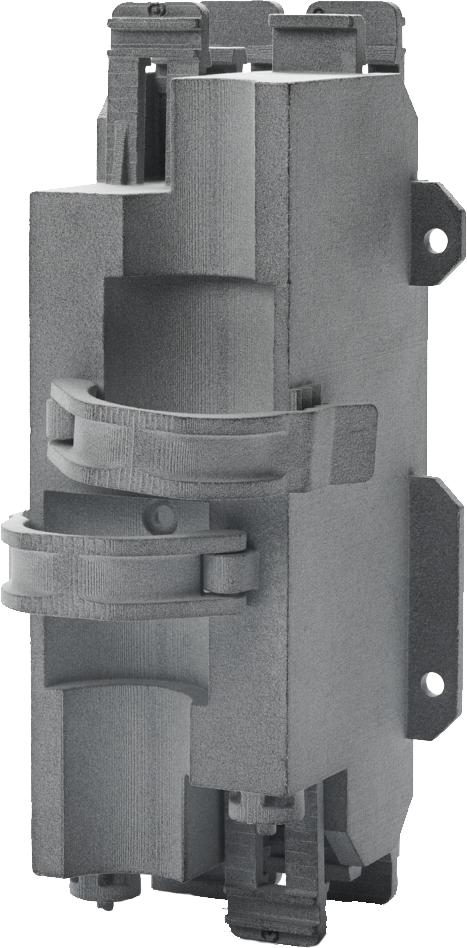
Pri oblikovanju se je potrebno izogniti debelim stenam in zapolnjenim izdelkom. V nasprotnem primeru se lahko pojavijo napake kot sta t.i. elephant skin (premalo energije) ali thermal bleed (preveč energije). Tovrstnim težavam se lahko izognemo z izvotlitvijo ali satovjem. S preizkušanjem pa lahko v določenih primerih ugotovimo, da je izdelek povsem funkcionalen, tudi če vrednosti odstopajo od priporočenih.